
Hercus Model VBC Lathe
|
Hercus Model VBC Lathe |
|
The lathe had a badly worn countershaft and the cast iron bearing blocks were also in a sad state. I bought some replacement blocks from FWHercus on eBay. I was given a length of 3/4" ground bar and machined some recesses for the pulleys and collars. This all works but the bearing surfaces are prone to wear. Some people fit bronze bushes and this sounds like a good improvement to me.
I wondered about using needle roller bearings. Caged needle roller bearings are available in the correct size (3/4" ID, 1" OD) and it would be possible to fit these without affecting the appearance of the lathe.
For my first attempt at improving these bearings I bought four ball races and made two replacement bearing cases from 48mm steel pipe. I also made two 19mm spacers to cover the portion of the countershaft that was covered by the original (longer) bearing blocks. Otherwise I would have to re-position the collar and probably mark part of the bearing area of the countershaft which would be a problem if I want to go back to using the original bearing blocks.

The countershaft with the new bearings and cases fitted. The cases are 24mm lengths of 48mm heavy gauge pipe. The inside of this pipe has been machined to 1.625". The ball races are 0.75" ID, 1.627" OD, and 0.4375" wide. The part number is EE6VV-J [R12A]. Each case contains two of these races.
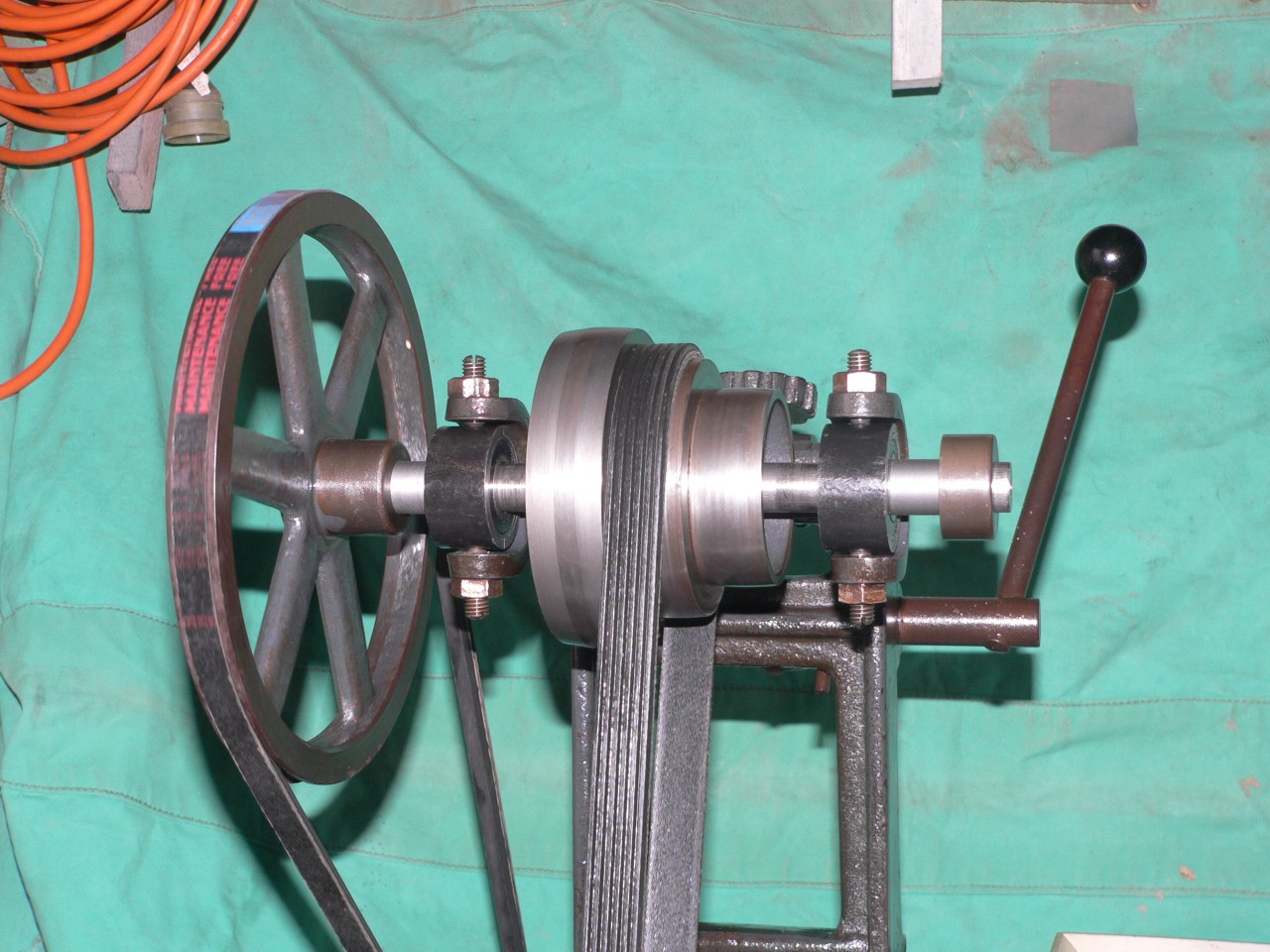
The countershaft back in position having its first test run. The 48mm OD cases just fit in the claws. The collar on the right looks a bit silly out in mid-air but the gap matches that on the left side so I'll leave it. The ball races used here cost me $13.20 each.
For my second attempt I bought four caged needle roller bearings for the original bearing blocks. Machining the blocks to take needle rollers sounds easy. Just increase the bore from 0.75" to 1" for a sufficient length for the bearings. However there aren't convenient locating points on the casting and the holes are worn so it's difficult to mount the casting accurately in the chuck. I milled the top of the mounting pads to improve the contact of the chuck jaws. The major alignment issue is that both holes must be in line. This seemed difficult because the original 0.75" hole was worn unevenly so it's not possible to make a precisely fitting jig. The solution is to have a stepped jig with 1" and 3/4" diameter sections. When setting up for the first hole the 3/4" peg is in the hole and the step is against the machined end of the block. For the second hole the 1" portion of the jig is in the first hole and pushed against the step inside the block. My spindle bore (CQ9325 lathe) is 26mm so I could wrap tape around the end of the 1" jig to keep this far end centred. This was one of those annoying jobs where most of the time is taken in the setting up stage. The original holes in the blocks weren't quite concentric with the outside of the casting and I couldn't do much to correct this.

On the left here is the alignment jig used to centre the block in the chuck. This is critical for the second hole as it must be in line with the first. The 1" hole (18mm deep) is visible in the block. The bearings I bought are 16mm deep and the hole is slightly deeper so the oil hole in the block lines up with the oil hole in the bearing. If I do this again I'll buy .75" deep bearings rather than .625" as used here. The part number for the .625 bearings is BA-1210. The .75" bearings are BA-1212.

Here is the block complete with the caged needle roller bearings. It looks original but contains a secret upgrade. The alignment jig makes a good drift when installing the bearings. The shiny ring is the flange of the shell of the bearing. It's meant to fit a 1" hole but sure is a tight fit. Not sure how I'll ever get the bearings out. I considered making the hole slightly larger but the specs say 1" -0/+.002" so 1" it is.
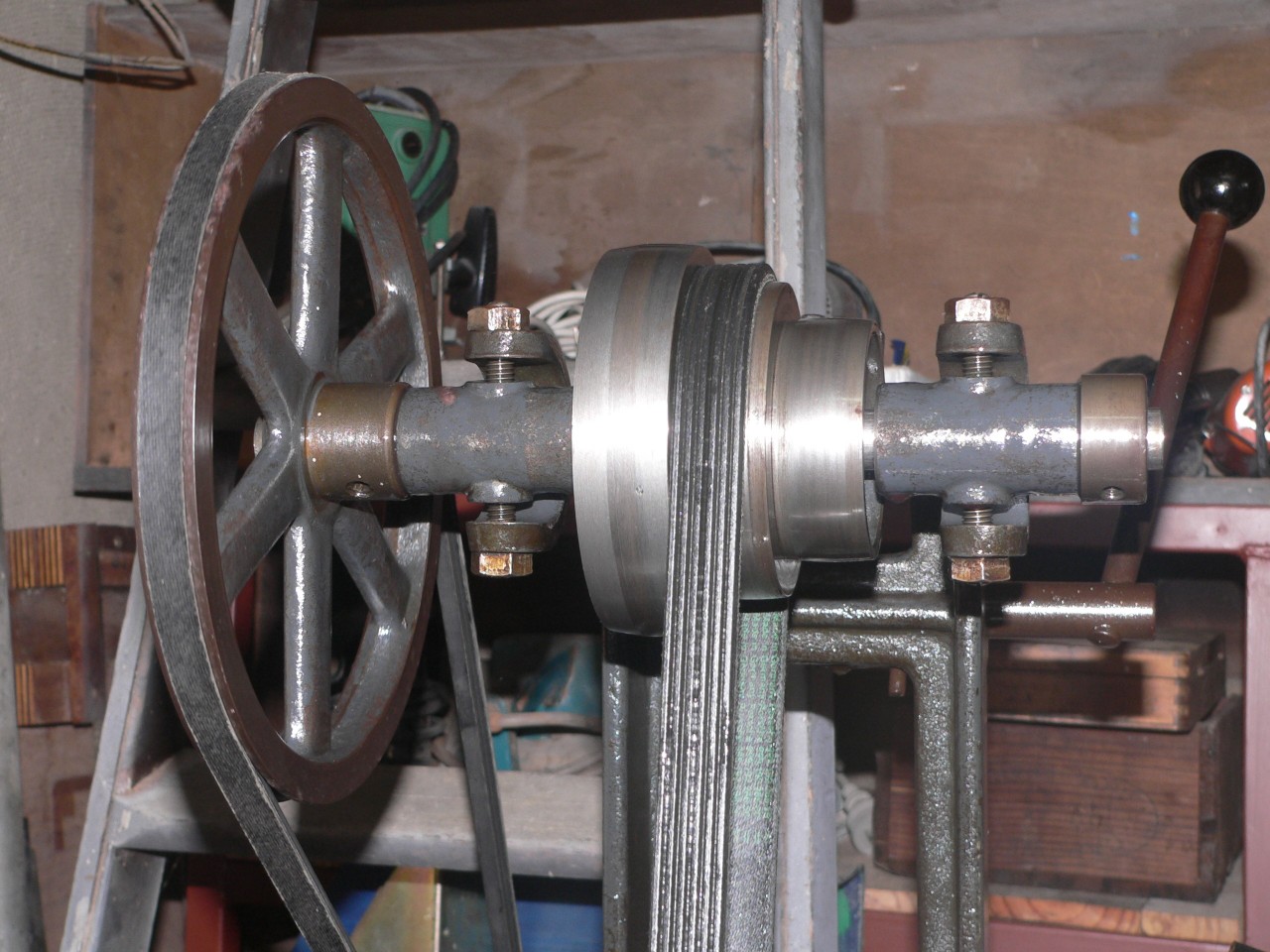
The countershaft complete with the modified original bearings. The original paint matches the rest of the lathe. The needle roller bearings used here cost me $17.60 each. So this change was more expensive than the ball races upgrade above. It does need oiling and might not last as long as the sealed ball races so the choice here is to go for either appearance or performance. I'll choose appearance until it gives me trouble.
Report pages :
Last modified 2010-07-13